

Si está involucrado en la reparación de motores eléctricos, es probable que haya oído hablar del test de core loss (o prueba de núcleo, prueba de pérdida de núcleo, prueba de flujo de núcleo, etc.) que se realiza en el motor. Este test es la prueba estándar utilizada para evaluar la integridad del aislamiento de los núcleos del estator laminado.
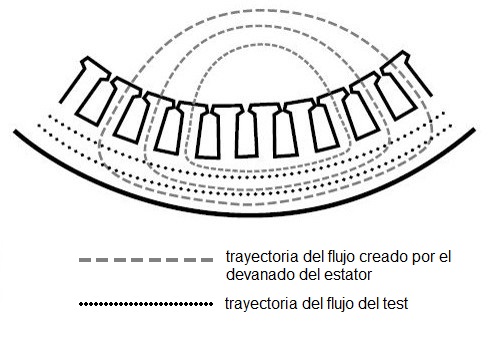
Al observar el interior del estator del motor, con el rotor retirado, se ve que el núcleo del estator consta de laminaciones de placas de metal. Estas placas laminadas están separadas por un material aislante fino. Este aislamiento puede fallar con el tiempo como resultado de la fricción y otras tensiones. Estas áreas fallidas causan varios problemas, uno de los más evidentes es el calor. Este calor a menudo da como resultado “puntos calientes” y podría considerarse el resultado de un flujo de corriente no deseado. La combinación de mayores desequilibrios de calor y corriente se puede medir en mayores pérdidas de potencia en el estator.
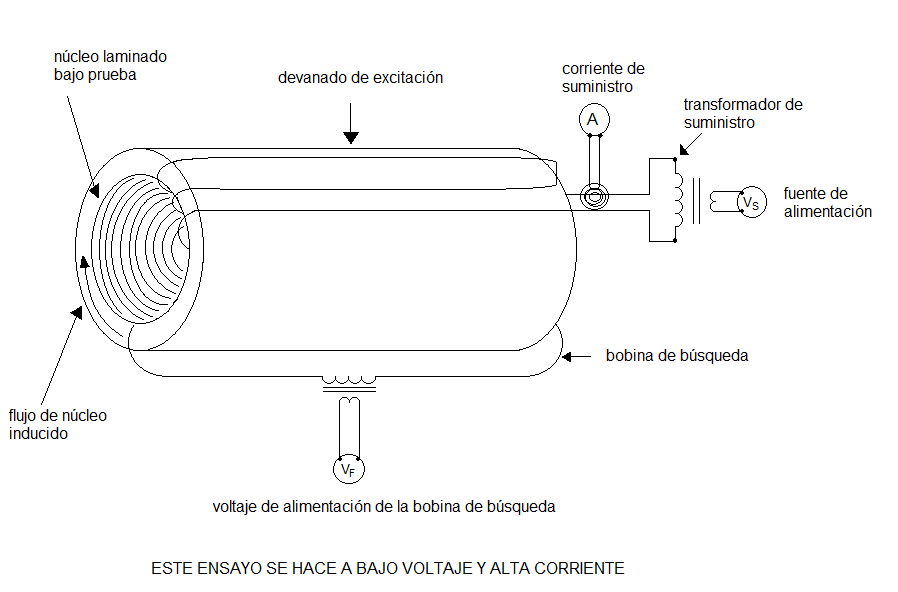
La prueba de pérdida de núcleo se produce como parte de un rebobinado. La mayoría de las tiendas utilizan máquinas de prueba de core loss disponibles en el mercado. Con estas máquinas, se pasa un conductor grande a través del núcleo y de regreso a la máquina donde se hace circular una alta corriente para excitar el núcleo del estator. EASA proporciona pautas sobre cuánta energía debe consumir el núcleo.
Por lo tanto, cualquier núcleo con una pérdida promedio de menos de seis vatios por libra se consideraría aceptable y se rebobinaría sin más pruebas. Desafortunadamente, muchos talleres limitan sus pruebas a esta simple evaluación de la pérdida promedio de núcleos, sin tener en cuenta algunos interrogantes:
1. ¿Qué tan concentrada fue la pérdida del núcleo? ¿Hay puntos lo suficientemente calientes como para causar daños?
2. ¿Cómo afectó el proceso de quemado (eliminación de bobinado viejo) al núcleo?
3. ¿Se probó el núcleo durante el tiempo suficiente y con una densidad suficientemente alta?
La prueba de core loss establece un nivel de magnetización específico para el núcleo al energizar el rulo de la bobina con energía monofásica. Los cálculos del número de vueltas necesarias para un nivel de magnetización de núcleo deseado se realizan en un rango de flujo objetivo típico de 85.000 líneas por pulgada cuadrada (85 kl / pulgada² o 1,32 Tesla).
Cualquier área defectuosa del núcleo o del aislamiento se mostrará como “puntos calientes” en el sentido de que se volverán significativamente más calientes que las áreas “normales” circundantes. Es por ello que, el uso de termografía infrarroja garantiza resultados precisos.
Hay dos estándares comúnmente referidos para este tipo de pruebas: EASA AR-100 e IEEE 432. Las siguientes mejores prácticas se elaboraron a partir de los estándares anteriores, así como también de presentaciones de otros profesionales de la industria. Están escritos en formato instructivo para su uso en una especificación de reparación:
1. La prueba de pérdida del núcleo debe realizarse con tiempo suficiente para permitir que el núcleo alcance la temperatura. Los puntos calientes que superan la temperatura central media se desarrollan en 10 minutos y, por lo general, en 20 minutos en la plancha trasera.
2. Deben utilizarse cámaras termográficas para identificar los puntos calientes. Los que superen los 10°C por encima del promedio deben eliminarse independientemente de los resultados generales de la prueba.
3. Los resultados generales de las pruebas se comparan con la base de datos proporcionada por la EASA, donde la pérdida del núcleo debe ser de uno a seis vatios por libra, según el material y el grado de laminación.
4. Las pruebas se realizan antes y después del proceso de agotamiento, comparando los resultados para garantizar que no solo sean aceptables, sino que la pérdida de núcleo no aumente más que los estándares proporcionados por la EASA (típicamente un 20% máximo).
5. Los informes de las pruebas antes y después de las pruebas se escanean y almacenan electrónicamente con el registro del trabajo e incluyen los siguientes datos como mínimo:
a. Datos del trabajo y de la placa de identificación.
b. Dimensiones físicas del núcleo (diámetro, largo, plancha trasera, profundidad de la ranura, ancho de diente, número de dientes, peso aproximado).
c. Parámetros de prueba (voltaje, potencia y corriente).
d. Resultados de la prueba (pérdida del núcleo en vatios / lb, factor de potencia, densidad de flujo y desgana).
Criterios de aceptación típicos:
Temperatura: temperatura ambiente inicial del núcleo hasta el punto caliente final <27 ° F (15°C). Algunos estándares, como los mencionados anteriormente requieren estar dentro de los 10°C (18°F) como los motores de eficiencia estándar de ventiladores.
Si las pérdidas del núcleo (vatios / lb) aumentan más del 20% (desde antes hasta después), el rango aceptable típico es ≤ 4 vatios / lb.
Es necesario volver a trabajar (reparaciones del núcleo y re-aislamiento) con pruebas repetidas del núcleo hasta que se cumplan los criterios de aceptación. En algunos casos, es posible que se requieran nuevas laminaciones del estator.
*Pérdida del núcleo
Fuentes:
Todd A. Hatfield, https://www.hecoinc.com/blog/what-is-core-loss-test-on-an-electric-motor
Jeff Knight, https://eecoonline.com/motor-repair-practice-core-loss-testing/



