

Para el aislamiento interlaminar se utiliza:
- Para rangos más pequeños: vaporización de las superficies de acero en ambos lados.
- Para rangos mayores: aislamiento de resina sintética o fenol en uno o ambos lados. Aunque el aislamiento en un lado es común, al asegurarse de que las láminas siempre estén perforadas y apiladas en una sola dirección para evitar el contacto entre las rebabas de perforación, siempre se prefiere el aislamiento en ambos lados.
Para el aislamiento de los devanados, se adoptan diferentes prácticas de aislamiento de la bobina o los devanados, teniendo en cuenta si el motor es de baja o media tensión.
Motores de baja tensión
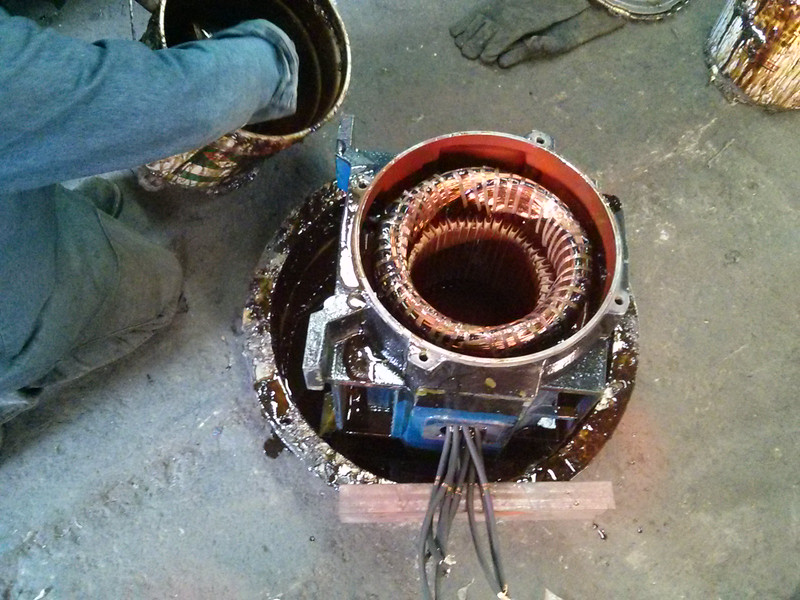
Estator enrollado
- Impregnación en un barniz aislante recomendado, normalmente sintético o epoxi, seguido de horneado (curado), en un horno de temperatura controlada, a una temperatura determinada durante un período determinado.
- Para el tratamiento del aislamiento de la central eléctrica, el estator puede sumergirse en barniz por un mínimo de dos a tres veces, cada inmersión es seguida por un respaldo. A veces también puede ser suficiente una inmersión de todo el estator y dos inmersiones adicionales de las cabezas seguidas de un respaldo.
Máquinas de bobinado preformado
Para motores grandes, la práctica es enrollar el estator con bobinas preformadas. Las bobinas se preforman y curan antes de insertarlas en las ranuras del estator. Están aislados con vidrio rico en resina y cintas de papel de mica. Por tanto, el proceso de impregnación se denomina aislamiento “rico en resina”. El estator enrollado se calienta luego para eliminar la humedad atrapada y finalmente se impregna en barniz de clase F o H según sea necesario. Puede ser una simple inmersión, impregnación con rodillo (girando en barniz de impregnación durante 1/2 a 1 hora) o impregnación a presión al vacío (VPI). Si bien el VPI es el método preferido ya que es más confiable, muchos fabricantes utilizan otros métodos que también proporcionan resultados satisfactorios y son económicos hasta 1000 kW aproximadamente. Luego, el estator se cura en un horno como se describió anteriormente. El proceso de aislamiento y curado se ajusta a los requisitos de aislamiento de las centrales eléctricas. Esta práctica facilita la extracción fácil de una bobina individual en el sitio en caso de daño y el reemplazo por una bobina de repuesto. El usuario puede almacenar bobinas de repuesto para tales eventualidades.

Motores de media tensión
Para enrollar motores de media tensión se adoptan dos métodos:
Sistema rico en resina
El estator está enrollado con bobinas preformadas en líneas similares como se indicó anteriormente. Después de una prueba exhaustiva en cada bobina para el índice de polarización, el factor de disipación, y la prueba de resistencia al voltaje de impulso, las bobinas individuales están completamente curadas y endurecidas antes de insertarlas en las ranuras. El resto del proceso es como se señaló anteriormente.
Impregnación a presión al vacío (VPI)
 Para los motores de media tensión, la práctica recomendada es tener la presión de vacío del estator impregnada (VPI) en resinas aislantes como procedimiento estándar, no solo para cumplir con los requisitos de aislamiento de la central eléctrica sino también para desarrollar un proceso de aislamiento más simplificado, para curar y endurecer los devanados del estator y cumplir con la severidad de todas las condiciones de operación que pueda tener que enfrentar un motor. Como se describe más adelante, esto se denomina un proceso de aislamiento pobre en resina porque las cintas aislantes ahora tienen un bajo contenido de resina, ya que luego se impregnarán en resina. Los datos de rendimiento y campo de este sistema de aislamiento han revelado excelentes resultados, superando los del proceso de impregnación normal e incluso el proceso de bobinas preformadas ricas en resina. Como medida económica, la práctica general de los principales fabricantes es adoptar un sistema de bobina preformada rica en resina para tamaños menores a 630 y VPI pobre en resina o impregnación simple por inmersión o rodillo para tamaños de 630 y superiores. Pero siempre se recomienda adoptar un sistema pobre en resina para todos los devanados de motores de media tensión, independientemente del tamaño. En un sistema de impregnación de presión-vacío, dado que todo el bloque de hierro del estator y los devanados del estator forman una masa sólida, la extracción de una bobina y su reemplazo es imposible, a diferencia del caso anterior. Pero en vista de las excelentes propiedades de un sistema de aislamiento impregnado al vacío, las posibilidades de que cualquier parte del devanado del estator desarrolle un defecto operativo son remotas. Con toda probabilidad, no se produciría ningún daño localizado de este tipo durante la vida útil del motor. Los devanados pueden fallar debido a una falla del sistema de protección para despejar una falla o aislar la máquina en una falla, pero si el motor falla, el estator es desechado y se debe solicitar un estator totalmente nuevo.
Para los motores de media tensión, la práctica recomendada es tener la presión de vacío del estator impregnada (VPI) en resinas aislantes como procedimiento estándar, no solo para cumplir con los requisitos de aislamiento de la central eléctrica sino también para desarrollar un proceso de aislamiento más simplificado, para curar y endurecer los devanados del estator y cumplir con la severidad de todas las condiciones de operación que pueda tener que enfrentar un motor. Como se describe más adelante, esto se denomina un proceso de aislamiento pobre en resina porque las cintas aislantes ahora tienen un bajo contenido de resina, ya que luego se impregnarán en resina. Los datos de rendimiento y campo de este sistema de aislamiento han revelado excelentes resultados, superando los del proceso de impregnación normal e incluso el proceso de bobinas preformadas ricas en resina. Como medida económica, la práctica general de los principales fabricantes es adoptar un sistema de bobina preformada rica en resina para tamaños menores a 630 y VPI pobre en resina o impregnación simple por inmersión o rodillo para tamaños de 630 y superiores. Pero siempre se recomienda adoptar un sistema pobre en resina para todos los devanados de motores de media tensión, independientemente del tamaño. En un sistema de impregnación de presión-vacío, dado que todo el bloque de hierro del estator y los devanados del estator forman una masa sólida, la extracción de una bobina y su reemplazo es imposible, a diferencia del caso anterior. Pero en vista de las excelentes propiedades de un sistema de aislamiento impregnado al vacío, las posibilidades de que cualquier parte del devanado del estator desarrolle un defecto operativo son remotas. Con toda probabilidad, no se produciría ningún daño localizado de este tipo durante la vida útil del motor. Los devanados pueden fallar debido a una falla del sistema de protección para despejar una falla o aislar la máquina en una falla, pero si el motor falla, el estator es desechado y se debe solicitar un estator totalmente nuevo.
Refuerzo de los extremos de la bobina
Los extremos de la bobina deben estar soportados de manera rígida y adecuadamente reforzados con anillos o cintas de sujeción para evitar su movimiento y también absorber los golpes y vibraciones durante sobrecargas excesivas, corrientes de arranque y sobretensiones.

Fuente:
https://www.google.com/url?q=https://pdf4pro.com/cdn/winding-insulation-and-maintenance-1f13af.pdf&sa=D&source=editors&ust=1616693214674000&usg=AOvVaw0zdILiBKN34uCx-3YHwwjo

-L")



-L")



